苏州讯芯微电子设备有限公司
全国免费服务热线:
13182897808
13182897808



产品描述
苏州讯芯微电子设备有限公司面向全国各地回收二手电子厂的测试设备,自动化设备,工厂闲置的旧测量仪器,自动化测试机要处理请找我们,公司有人员上门评估报价,如果您觉得价格可以,可以当面付清钱,我们拉货。现在工厂生产不景气,大量的工厂设备要处理,这种电子仪器设备更新快,放旧了不值钱了,所以想处理的请尽快。欢迎来电咨询价格,可以上门看货,量大价高。回收其中有:海克斯康测量技术(青岛)有限公司、瑞士tesa、日本mitutoyo、意大利ltf、贵阳新天光电、北京时代集团、验仪器公司、温州山度、重庆银河试验仪器公司、桂林广陆公司、成都量具刃具厂等等。维修各种进口仪器仪表,具有丰富的维修经验,特别是进口金属分析仪 长度测量检测仪,光学检测仪品,力学及环境检测仪器,光学色谱分析仪,各种测量仪和检测仪,具有丰富的维修经验。
1.开线扫描(Open Linear Scan)
开线扫描是基本的扫描方式。测头从起始点开始,沿一定方向并按预定步长进行扫描,直至终止点。开线扫描可分为有、无CAD模型两种情况。
(1)无CAD模型
如被测工件无CAD模型,先输入边界点(Boundary Points)的名义值。打开对话框中的“边界点”选项后,先点击“1”,输入扫描起始点数据;然后双击“D”,输入方向点(表示扫描方向的坐标点)的新的X、Y、Z坐标值;双击“2”,输入扫描终点数据。
第二项输入步长。在“扫描”对话框(Scan Dialog)中“方向1技术”(Direction 1 Tech)栏中的“”(Max Inc)栏中输入一个新步长值。
检查设定的方向矢量是否正确,该矢量定义了扫描开始后测量点表面的法矢、截面以及扫描结束前一点的表面法矢。当所有数据输入完成后点击“创建”。
(2)有CAD模型
如被测工件有CAD模型,开始扫描时用鼠标左键点击CAD模型的相应表面,PC DMIS程序将在CAD模型上生成一点并加标志“1”表示为扫描起始点;然后点击下一点定义扫描方向;点击终点(或边界点)并标志为“2”。在“1”和“2”之间连线。对于每一所选点,PC DMIS已在对话框中输入相应坐标值及矢量。确定步长及其它选项(如安全平面、单点等)后,点击“测量”,然后点击“创建”。
面片扫描(Patch Scan)
面片扫描方式允许扫描一个区域而不再是扫描线。应用该扫描方式至少需要四个边界点信息,即开始点、方向点、扫描长度和扫描宽度。PC DMIS可根据基本(或缺省)信息给出的边界点1、2、3确定三角形面片,扫描方向则由D的坐标值决定;若增加了第四或第五个边界点,则面片可以为四方形或五边形。
采用面片扫描方式时,在复选框中选择“闭线扫描”,表示扫描一个封闭元素(如圆柱、圆锥、槽等),然后输入起始点、终止点和方向点。终止点位置表示扫描被测元素时向上或向下移动的距离;用起始点、方向点和起始矢量可定义截平面矢量(通常该矢量平行于被测元素)。现以创建四边形面片为例,介绍面片扫描的几种定义方式:
(1)键入坐标值方式
双击边界点“1”,输入起始点坐标值X、Y、Z;双击边界方向点“D”,输入扫描方向点坐标值;双击边界点“2”,输入确定方向的扫描宽度;双击边界点“3”,输入确定第二方向的扫描宽度;点击“3”,然后按“添加”按钮,对话框给出第四个边界点;双击边界点“4”,输入终止点坐标值;选择扫描所需的步长(各点间的步距)和步长(1、2两点间的步长)值后,点击“创建”。(2)触测方式
选定“面片扫描”方式,用坐标测量机草作盘在所需起始点位置触测点,该点坐标值将显示在“边界点”对话框的“#1”项内;然后触测第二点,该点代表扫描方向的终止点,其坐标值将显示在对话框的“D”项内;然后触测第三点,该点代表扫描面片宽度,其坐标值将显示在对话框的“#3”项内;点击“3”,选择“添加”,可在清单上添加第四点;触测终止点,将关闭对话框。定义扫描行距和步长两个方向数据;选择扫描触测类型及所需选项后,点击“创建”。
(3)CAD曲面模型方式
该扫描方式只适用于有CAD曲面模型的工件。先选定“面片扫描”方式,左键点击CAD工作表面;加亮“边界点”对话框中的“1”,左键点击曲面上的扫描起始点;然后加亮“D”,点击曲面定义方向点;点击曲面定义扫描宽度(#2);点击曲面定义扫描上宽度(#3);点击“3”,选择“添加”,添加附加点“4”,加亮“4”,点击定义扫描终止点,关闭对话框。定义两个方向的步长及选择所需选项后,点击“创建”。
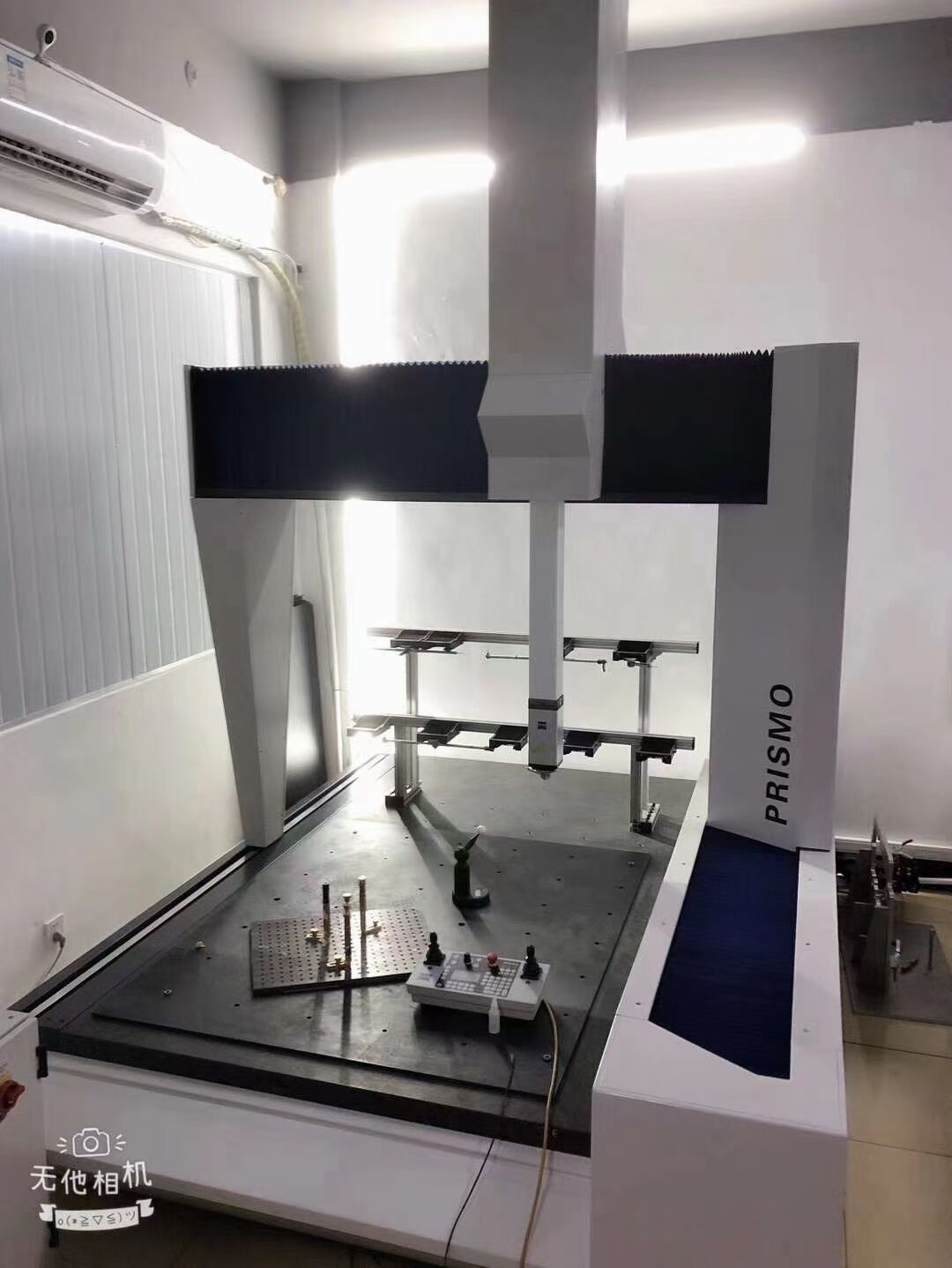
三坐标测量仪三轴均有气源制动开关及微动装置,可实现单轴的精密传动,采用高性能数据采集系统。应用于产品设计、模具装备、齿轮测量、叶片测量机械制造、工装夹具、汽模配件、电子电器等精密测量。
中文名 三坐标测量仪 外文名 Trilinear coordinates measuring instrument;Coordinate measuring machine (CMM) X 轴 2500 mm Z 轴 1000 mm Y 轴 1500 mm 领 域 工程技术
主要优点
1.表面阳化航空铝合金;
2.高精度自洁式空气轴承;
3.高精度欧洲进口光栅尺;
4.精密三角梁技术。
应用领域
广泛的应用于汽车、电子、机械、汽车、航空、、模具等行业中的箱体、机架、齿轮、凸轮、蜗轮、蜗杆、叶片、曲线、曲面等的测量、五金、塑胶等行业中。
重定位整合
1 、应用背景
在产品的测绘过程中,往往不能在同一坐标系将产品的几何数据一次测出。其原因一是产品尺寸超出测量机的行程,二是测量探头不能触及产品的,三是在工件拆下后发现数据缺失,需要补测。这时就需要在不同的定位状态(即不同的坐标系)下测量产品的各个部分,称为产品的重定位测量。而在造型时则应将这些不同坐标系下的重定位数据变换到同一坐标系中,这个过程称为重定位数据的整合。
对于复杂或较大的模型,测量过程中常需要多次定位测量,终的测量数据就必需依据一定的转换路径进行多次重定位整合,把各次定位中测得的数据转换成一个公共定位基准下的测量数据。
2 、重定位整合原理
工件移动(重定位)后的测量数据与移动前的测量数据存在着移动错位,如果我们在工件上确定一个在重定位前后都能测到的形体(称为重定位基准),那么只要在测量结束后,通过一系列变换使重定位后对该形体的测量结果与重定位前的测量结果重合,即可将重定位后的测量数据整合到重合前的数据中。重定位基准在重定位整合中起到了纽带的作用.
PID控制是:比例,积分,微分控制的缩写。
P参数:决定系统对位置误差的整个响应过程。数值越低,系统越稳定,不产生振荡,但刚性差,到位误差大;数值越高,刚性越好,到位误差小,但系统可能产生振荡。
I 参数:控制由于摩擦力和负载引起的静态到位误差。数值越低,到位时间越长;数值越高,可能在理论位置上下振荡。
D参数:此参数通过阻止误差变化过冲给系统提供阻尼和稳定性。数值越低,使系统对位置误差响应快;数值越高,系统响应越慢。
手机网站

微信号码
地址:上海市 松江区 石湖荡镇 新姚村 苏州市吴江区东太湖生态旅游度假区中山北路
联系人:王先生先生(经理)
微信帐号:










